ЗАО «Белтехнология и М» разработала новую технологию производства заготовки «Вагонная ось».
Технология горячей поперечно – клиновой прокатки, может быть успешно применена для производства заготовок изделия «Вагонная ось».
При применении технологии поперечно-клиновой прокатки достигаются следующие преимущества в сравнении с ковкой и штамповкой:
1. Идеальная макроструктура для условий работы детали « Вагонная ось».
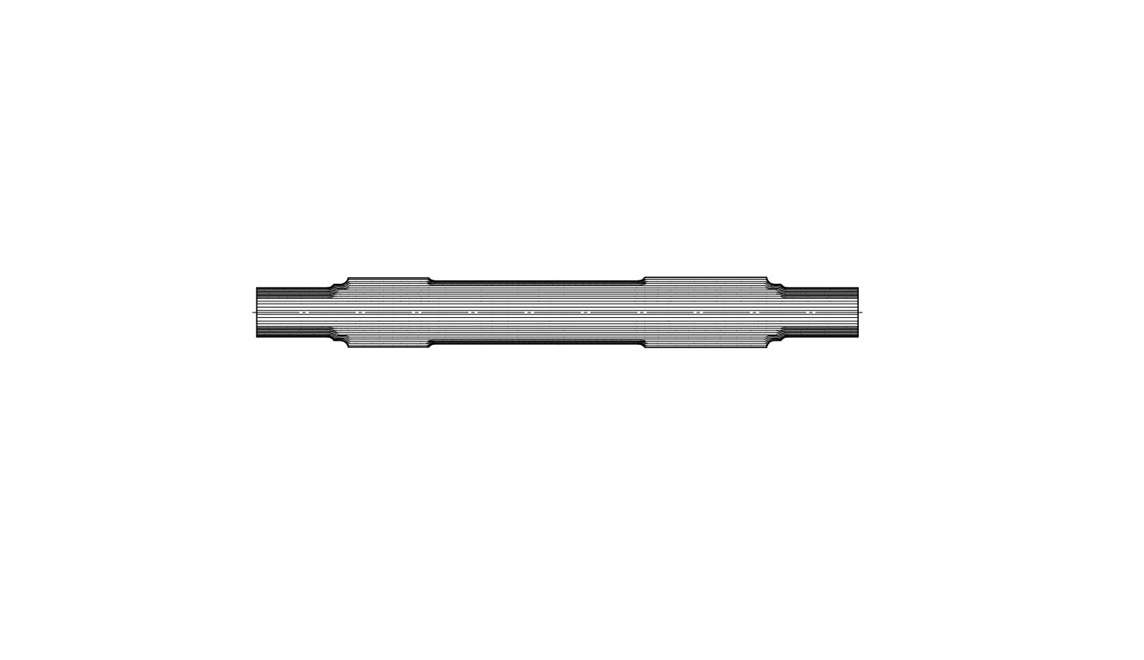
В процессе поперечно – клиновой прокатки на заготовке образуется, свойственная этому процессу, макроструктура, при которой,
волокна материала непрерывны и уплотнены к поверхности изделия. Волокна материала, которые непрерывны, плавно огибают продольный профиль изделия
и уплотнены к поверхности, исключают образование концентраторов напряжений и препятствуют образованию поперечных трещин. Заготовки изделия « Вагонная ось»,
которые получены методом поперечно – клиновой прокатки обладают высокой усталостной прочностью.
На рисунке 1 приведена макроструктура заготовки вагонной оси после поперечно – клиновой прокатки.
2. Снижение затрат на последующую обработку.
Известно, что заготовки, полученные поперечно – клиновой прокаткой имеют более высокую точность, чем заготовки, полученные штамповкой или ковкой. Припуски на последующее точение значительно меньше. Например, на заготовке изделия «Вагонная ось», припуск на последующее точение составит 2…2,5 миллиметра на сторону. На рисунке 2 изображён припуск на последующее точение в масштабе с припуском после ковки.

3. Производительность поперечно клиновой прокатки значительно выше, чем в процессах ковки и штамповки.
Применение поперечно – клиновой прокатки для производства заготовки детали «Вагонная ось» позволит производить одну ось за 1 минуту.
Для реализации процесса поперечно – клиновой прокатки при производстве «Вагонной оси» разработана технологическая схема прокатки в два перехода на трёх клетьевом стане: на I-ом переходе прокатывается средняя часть вагонной оси, на II-ом переходе одновременно прокатываются концевые части заготовки вагонной оси и отрезаются концевые отходы.
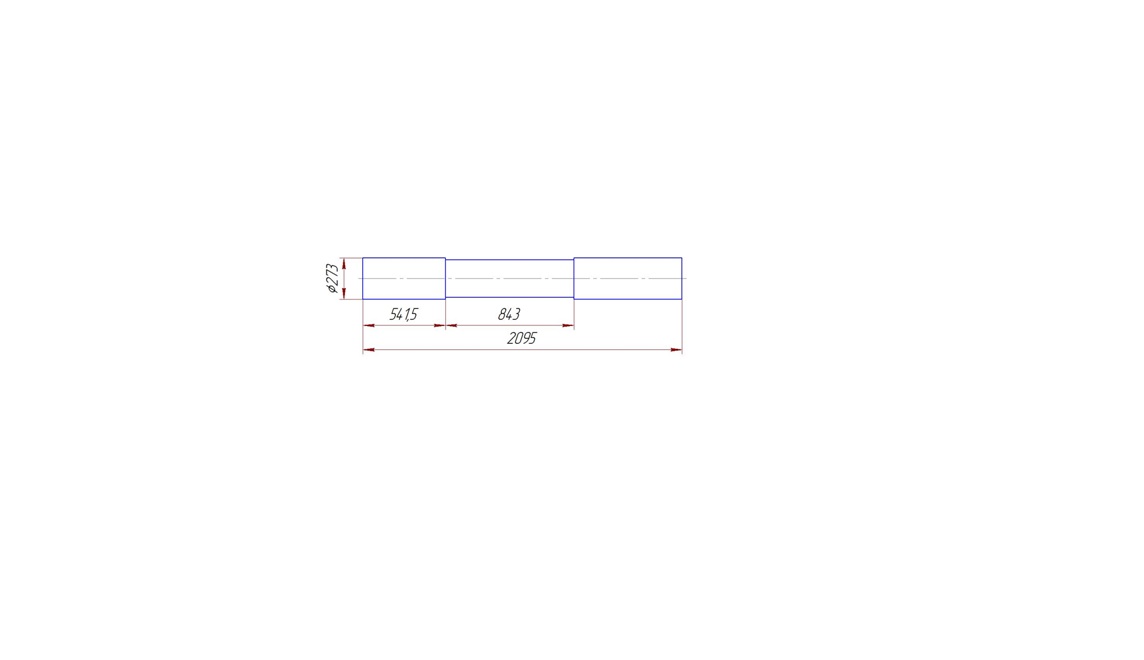
I – 1-ый переход получения заготовки вагонной оси на стане клиновой прокатки.
Исходная заготовка:

Заготовка, полученная на I-ом переходе:
II – 2-ой переход получения заготовки вагонной оси на стане клиновой прокатки.
Исходная заготовка:
Заготовка, полученная на II-ом переходе:

Заготовкой для поперечно – клиновой прокатки служит круглый прокат нагретый в среднем до 1200°С.
Для нагрева заготовок можно применять индукционный нагрев или газовый.
Таким образом, применение поперечно клиновой прокатки для производства заготовок изделия «Вагонная ось», позволяет достичь:
- Максимальную прочность;
- Снизить затрата на точение;
- Повысить производительность заготовительного производства примерно в три раза.
ЗАО «Белтехнология и М» готова разработать, произвести и установить стан поперечно – клиновой прокатки и индукционный нагреватель.